



电 话:0769-28827413
公司网站:www.caiduanji.cc
地 址:东莞市中堂镇三涌村北王路三涌段2号A栋
|
|

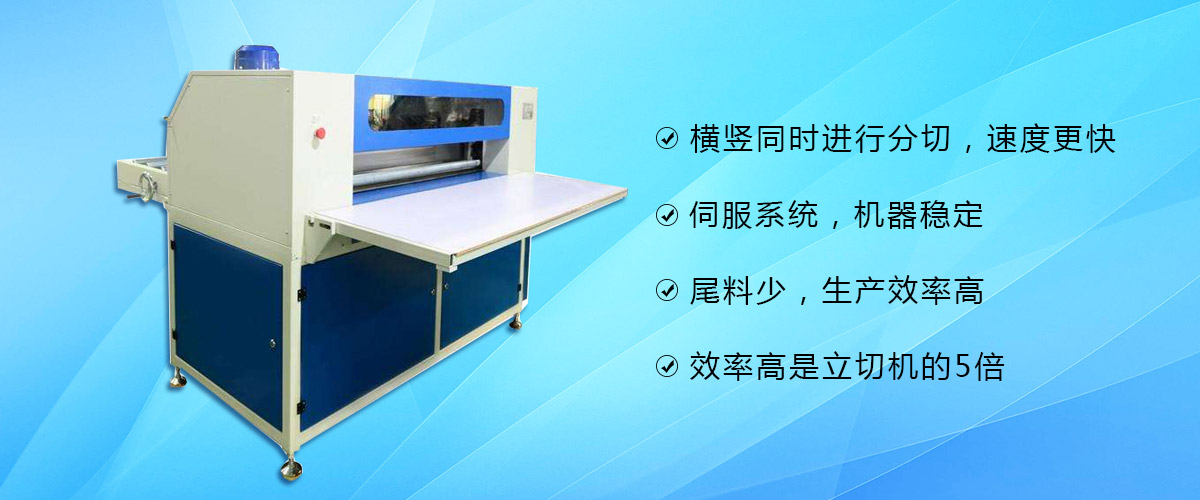
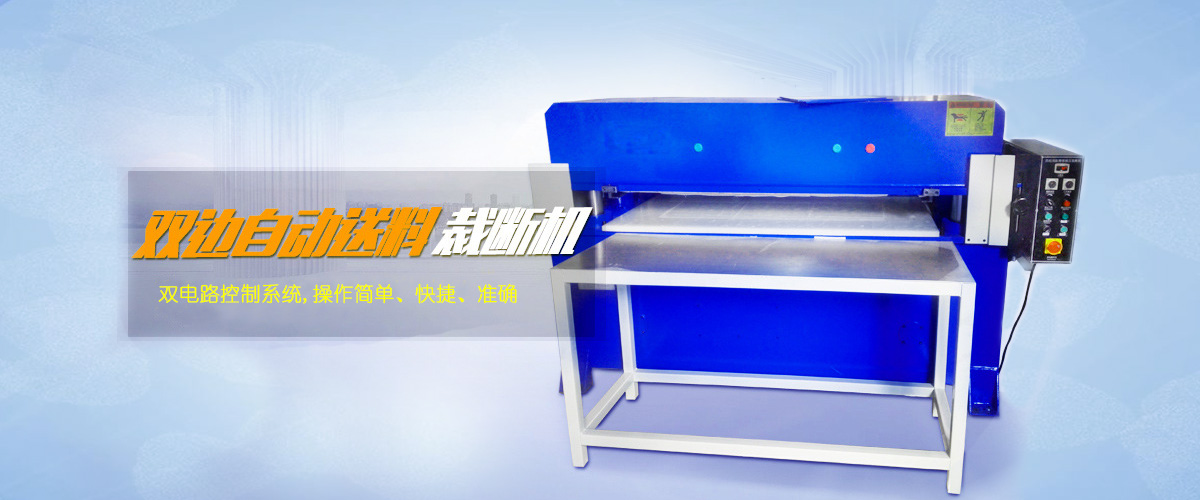
产品:皮革自动送料裁断机
适用范围:
适合发泡材、纸板、纺织物、塑胶材料、皮革、橡胶、包装材料、地板材料、地毯、玻璃纤维、软木等非金属物料通过刀模借助机器产生的冲压力实现物料的冲切液压裁断。
保养工作做得好,可保持裁断机良好的性能,亦可维持零件的寿命。
一、皮革自动送料裁断机保养注意要点:
注意:
1、裁断机平台要经常擦拭干净,不能沾到润滑油,以免裁断物沾到,影响成品美观。
2、砧板不能留有残渣杂物,或沾到润滑油,最好每天清理,以保持清洁。
3、填加润滑油要注意不可沾到其他零件,若沾到必须擦拭干净。
4、裁断机使用后,务必将周围清理干净,以保持机器清洁。
二、保养方法:
1、使用机器时要注意油壶内之润滑油是否还有显示,若没有显示则表示已经没有润滑油,请再填加润滑油。
2、将润滑油送入四支滑轴时,只要前后摇动把手即可。
3、循环油建议使用“R-68#”循环油,循环油新用半年,必须更换新的循环油。之后一年更换一次。
4、长期停工后起动→润滑四支滑轴。
皮革自动送料裁断机尺寸链的作用
在机械设计制造少,通过尺寸链的分析讨其,pJ以解决以下问题。
(1)合理分配公益。校封闭环的公差与极限偏荧,合卯地分配各组成环的公差勺极限偏是。
(2)分析结构设计的合那性。在机器、机构和部件设计巾,通过对各种方案的装配尺寸链的分析比较,可确定较合理的结构。
(3)检校图样。在生广实践中,常梢J4寸销来检查、校核零件图上的尺寸、公差与极限偏差是公台型。
(4)裁断机合理标注尺寸。装配闻上的尺寸标注,反映零部件的装配关系及要求,应按装配尺寸链分析标注封闭环公差及各组成环的基本尺寸〔封闭环公接通常为装配技术要求)。零件图卜的尺寸标注反映零件的加工要求,府按设计尺寸链分析。一般按最短尺寸链原则,并选用最不重要的环(零件图上没有标注公差与极限偏差)作为封闭环。而对零件上有继配要求的尺寸,即各组成环的尺寸,应有公差与极限偏差。
(5)基面换算。当按零件图上的尺寸和公差标注不便加工和测量时,应按设计尺寸铁进行基面换算。或者是在机械加工中,当定位基准与设计基准不重合时,为达到零件原设计的精度,需要进行尺寸的换算。
一、皮革自动送料裁断机的安装说明
1.将机器水平固定在平整的水泥地面上,检查机器各部分零件是否完好牢固,线路是否畅通有效。
2.清除上压板和工作台面上的污渍杂物。
3.往油箱注入68#或46#抗磨液压油,油面不得少于滤油网上方25mm.
4.接入380V三相电源,按下油泵起动按钮,调整并保持电机转向与箭头方向一致。
二、操作说明
1.首先将裁断深度控制器(微调旋钮)左旋为零。
2.打开电源开关,按下油泵起动按钮,空载运转两分钟,观察系统是否正常。
3.将推拉板,胶板,工件,刀模按先后顺序叠放在工作台中部。
4.对刀模(刀模设定)。
①.松开对刀手柄,自然落底并锁紧。
②.开关右旋,准备试裁。
③.双击绿色按钮,进行试裁,冲裁深浅由微调控制。
④.微调:转动微调按钮,左旋减浅,右旋加深。
⑤.行程调节:旋转上升高度控制器,右旋行程增加,左旋行程减少了,行程可在50-200mm(或50-250mm)范围内自由调节,正常生产时以上压距离刀模顶部50mm左右行程为宜。
特别注意:每次更换刀模,工件或垫板时,须重新对刀设定行程,否则,会损坏刀模和垫板。
安全事项:
①、为确保安全,作业时严禁将手及身体其它部位伸进冲裁区域内,维修保养前必须关闭电源,并在冲裁区垫入木块或其它硬物,以防止泄压后上压板失控,造成意外人身伤害。
②、特殊情况下,需要上压板立即回升时,可按复位按钮即可,停止时,按下电源刹车按钮(红色按钮),整机系统立即停止运作。
③、操作时必须双手击上压板上的两个按钮,不得随意改单手,或脚踏操作。
保养:经常保持机内的清洁,滤油网每月清洗一次,液压油每年换一次,工作前应注意检查机内的油位,当低于规定的液面时应补充与机内同一牌号的液压油,不得混合使用。裁料时,应把工件放在工作区的中央,以使机床各处受力均匀,从面延长机床的使用年限。
皮革自动送料裁断机刀模的使用知识
一、刀具磨损的形态及其原因
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀具损坏的形式主要有磨损和破损两类。前者是连续的逐渐磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种。刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。
因此,刀具磨损直接影响加工效率、质量和成本。刀具磨损的形式有以下几种:
前刀面磨损
后刀面磨损
边界磨损
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象)、扩散(刀具与工件两摩擦面的化学元素互相向对方、腐蚀等)引起的。
二、刀具磨损过程、磨钝标准及刀具寿命
随着切削时间的延长,刀具磨损增加。根据切削实验,可得图示的刀具正常磨损过程的典型磨损曲线。该图分别以切削时间和后刀面磨损量VB(或前刀面月牙洼磨损深度KT)为横坐标与纵坐标。从图可知,刀具磨损过程可分为三个阶段:
初期磨损阶段
正常磨损阶段
急剧磨损阶段
刀具磨损到一定限度就不能继续使用。这个磨损限度称为磨钝标准。一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为刀具寿命。