



电 话:0769-28827413
公司网站:www.caiduanji.cc
地 址:东莞市中堂镇三涌村北王路三涌段2号A栋
|
|

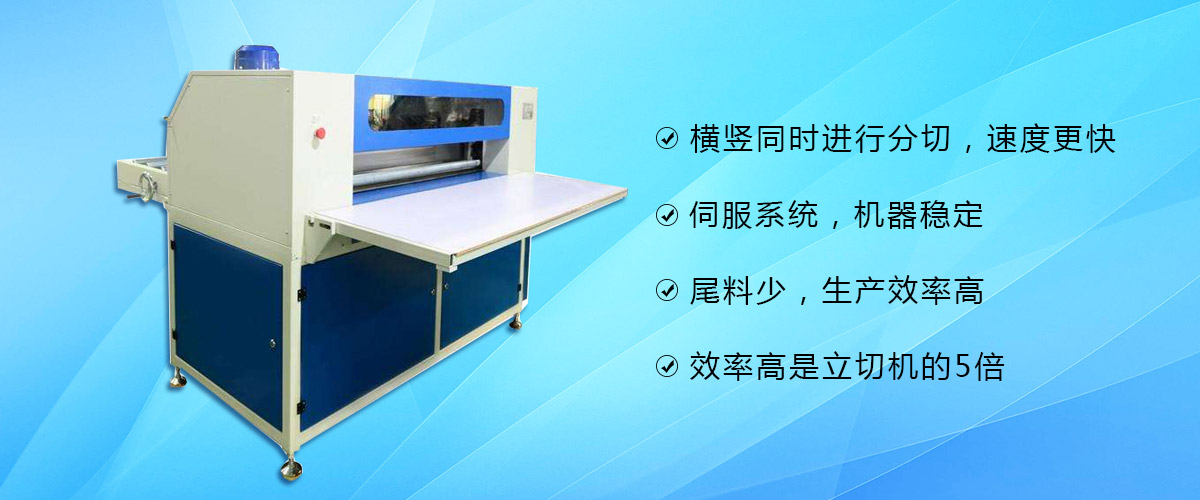
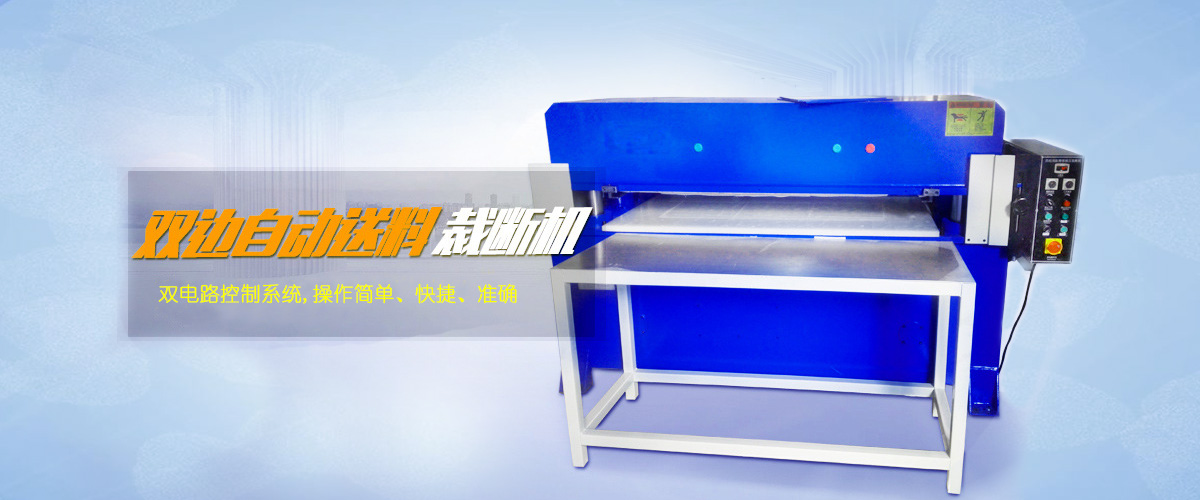
玩具自动送料裁断机是裁断机的一种,在工业上十分合适裁切小面积的非金属材料。
接下来给大家介绍使用玩具自动送料裁断机要注意的问题。
1、设定玩具自动送料裁断机的裁刀时,你可以先把设定手轮放松,使设定杆要接触到裁断点的控制开关,否则摇臂裁断机的裁刀设定开关转至ON时,无法产生所设定的动作。
2、在你工作时摇臂裁断机的裁刀应该尽量要置于上压板的中央位置,以免造成摇臂裁断机的单边磨损,摇臂裁断机的单边磨损是会影响摇臂裁断机的使用寿命的。
3、更换新的裁刀时,如果高度不一样,那就要按照设定方法来重新设定摇臂裁断机的裁刀。
4、当你用进行裁断动作的时候,手一定要先离开摇臂裁断机的裁刀或斩板,严禁用你的手去扶助刀模来裁断,不然是很危险的。
5、操作人员如果要暂时离开摇臂裁断机的位置时,请务必要关掉马达开关,以免他人的不当操作而损坏了机台。也一定要避免超负荷使用以免损坏机器从而减少了使用寿命。
玩具自动送料裁断机的维护与保养
一、玩具自动送料裁断机的检查
玩具自动送料裁断机的检查主要是日常检查。裁断机维修公司主要检查有关设备的振动、异音、松动、温升、压力、流量等。一般可以从设备运转运转状态中的外表现象靠感官、简朴仪器、加工产品的状态等方面判定机器的机能和工作状态的优劣。如机械裁断机轴承的温度、压力和速度、冲裁精度、噪声、液压裁断机的油质和泄漏,等等。总之,要根据裁断机的复杂程度、机能的特点、对产品质量的重要性等方面确定检查的部位、周期等内容,以制订修理部位、时间和技术预备。检查工作一般由操纵工、维护工共同负责。
二、裁断机的润滑
裁断机润滑是减少零件在运转中的磨损,避免故障的重要措施。机械裁断机轴承润滑不良导致发烧咬死等事故。所以,润滑工作是裁断机维护的重要内容之一。裁断机维修公司实行润滑"五定"的方法,它把日常润滑工作规范化、轨制化、内容精炼、简朴易记。
详细内容是:
1、定点:确定设备的润滑部位,润滑点和检查点。
2、定质:按照机器仿单中划定的油脂牌号用油。
3、定量:确定设备润滑部位的加油量,防止铺张、管理设备漏油。
4、按期:按机器仿单中划定的时间加油、添油和清洗油,保证及时润滑。
5、定人:确定润滑工作的操纵工或维修工,责任到人。
三、机器的维护和保养的要求
裁断机的日常维护,由操纵工负责。操纵工必需认识设备结构、遵守操纵维护规程。
1、工作开始前(换班或间断工作)应对机器的主要部门进行检查,加注润滑油。
2、裁断机维修公司提醒要严格按设备操纵规程使用设备,留意观察设备运行状况,发现题目及时处理或讲演。
3、在每班工作结束前,应进行一次清洁工作,并对各摩擦面及光亮表面涂以润滑油。
4、机器在正常两班制的工作情况下,每隔二礼拜对机器进行全面清理和检查一次。
一、裁断机保养注意要点:
注意:
1、裁断机平台要经常擦拭干净,不能沾到润滑油,以免裁断物沾到,影响成品美观。
2、砧板不能留有残渣杂物,或沾到润滑油,最好每天清理,以保持清洁。
3、填加润滑油要注意不可沾到其他零件,若沾到必须擦拭干净。
4、裁断机使用后,务必将周围清理干净,以保持机器清洁。
二、保养方法:
1、使用机器时要注意油壶内之润滑油是否还有显示,若没有显示则表示已经没有润滑油,请再填加润滑油。
2、将润滑油送入四支滑轴时,只要前后摇动把手即可。
3、循环油建议使用“R-68#”循环油,循环油新用半年,必须更换新的循环油。之后一年更换一次。
4、长期停工后起动→润滑四支滑轴。
三、机器安装
1.将机器水平固定在平整的水泥地面上,检查机器各部分零件是否完好牢固,线路是否畅通有效。
2.清除上压板和工作台面上的污渍杂物。
3.往油箱注入68#或46#抗磨液压油,油面不得少于滤油网上方25mm.
4.接入380V三相电源,按下油泵起动按钮,调整并保持电机转向与箭头方向一致。
四、操作说明
1.首先将裁断深度控制器(微调旋钮)左旋为零。
2.打开电源开关,按下油泵起动按钮,空载运转两分钟,观察系统是否正常。
3.将推拉板,胶板,工件,刀模按先后顺序叠放在工作台中部。
4.对刀模(刀模设定)。
①.松开对刀手柄,自然落底并锁紧。
②.开关右旋,准备试裁。
③.双击绿色按钮,进行试裁,冲裁深浅由微调控制。
④.微调:转动微调按钮,左旋减浅,右旋加深。
⑤.行程调节:旋转上升高度控制器,右旋行程增加,左旋行程减少了,行程可在50-200mm(或50-250mm)范围内自由调节,正常生产时以上压距离刀模顶部50mm左右行程为宜。
特别注意:每次更换刀模,工件或垫板时,须重新对刀设定行程,否则,会损坏刀模和垫板。
安全事项:
①、为确保安全,作业时严禁将手及身体其它部位伸进冲裁区域内,维修保养前必须关闭电源,并在冲裁区垫入木块或其它硬物,以防止泄压后上压板失控,造成意外人身伤害。
②、特殊情况下,需要上压板立即回升时,可按复位按钮即可,停止时,按下电源刹车按钮(红色按钮),整机系统立即停止运作。
③、操作时必须双手击上压板上的两个按钮,不得随意改单手,或脚踏操作。
保养:经常保持机内的清洁,滤油网每月清洗一次,液压油每年换一次,工作前应注意检查机内的油位,当低于规定的液面时应补充与机内同一牌号的液压油,不得混合使用。裁料时,应把工件放在工作区的中央,以使机床各处受力均匀,从面延长机床的使用年限。
五、刀模的使用知识
一、刀具磨损的形态及其原因
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀具损坏的形式主要有磨损和破损两类。前者是连续的逐渐磨损;后者包括脆性破损(如崩刃、碎断、剥落、裂纹破损等)和塑性破损两种。刀具磨损后,使工件加工精度降低,表面粗糙度增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。
因此,刀具磨损直接影响加工效率、质量和成本。刀具磨损的形式有以下几种:
前刀面磨损
后刀面磨损
边界磨损
从对温度的依赖程度来看,刀具正常磨损的原因主要是机械磨损和热、化学磨损。机械磨损是由工件材料中硬质点的刻划作用引起的,热、化学磨损则是由粘结(刀具与工件材料接触到原子间距离时产生的结合现象)、扩散(刀具与工件两摩擦面的化学元素互相向对方、腐蚀等)引起的。
二、刀具磨损过程、磨钝标准及刀具寿命
随着切削时间的延长,刀具磨损增加。根据切削实验,可得图示的刀具正常磨损过程的典型磨损曲线。该图分别以切削时间和后刀面磨损量VB(或前刀面月牙洼磨损深度KT)为横坐标与纵坐标。从图可知,刀具磨损过程可分为三个阶段:
初期磨损阶段
正常磨损阶段
急剧磨损阶段
刀具磨损到一定限度就不能继续使用。这个磨损限度称为磨钝标准。一把新刀(或重新刃磨过的刀具)从开始使用直至达到磨钝标准所经历的实际切削时间,称为刀具寿命。