



电 话:0769-28827413
公司网站:www.caiduanji.cc
地 址:东莞市中堂镇三涌村北王路三涌段2号A栋
|
|
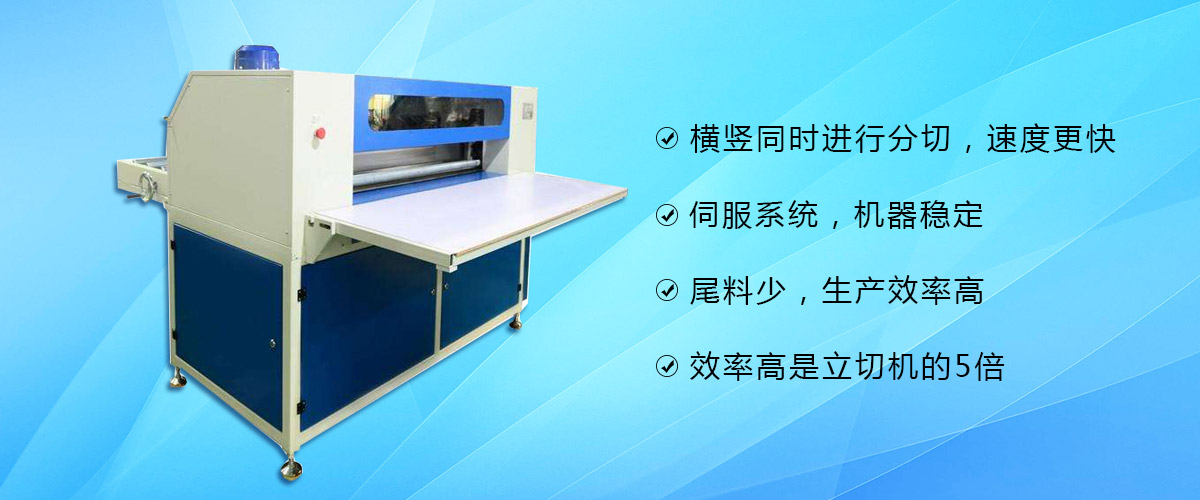
如何操作裁断机下料机才能更安全、更有效?下料机是对非金属材料进行冲型加工的机器应用十分广泛,下料机上刀具的移动及送料过程全部实现了自动化,大大减轻了工人的劳动强度,缩短了加工时间,提高了准确率,降低了生产成本,提高了生产效率。当然了,精密的仪器总是需要特别细心照料才行!
在下料机裁刀设定时,一定要先放松设定手轮,使设定杆接触到裁断点控制开关,否则裁刀设定开关开始,无法产生设定的动作。工作时裁刀尽量置于上压板之中央位置,以免造成机械的单边磨损,影响其使用寿命。另外还要记得更换新裁刀,如高度不一样时,请依设定方法,重新设定。裁断时,手要离开下料机的裁刀或斩板,严禁用手去扶助刀模而来裁断,这样十分危险。操作人员如需暂离位置时,要记得关闭马达开关。
我们在使用裁断机下料机过程会碰到下不到位的故障(有的快到底部,有的停在中间一半的位置)。那么下料机下不到位是哪里的问题呢?
第一,下限开关损坏或线路松动破损;下限开关也是裁切位置开关,当开关损坏或接触不好时(包含线路),下料机在下裁过程中,前段接触着可以下裁,但等下降到一半位置时突然接触不良切断供电,下料机就停在中间位置(有的返回到顶部,每个厂家的电路原理不一样)。
第二,机械部分卡死;机械部分卡死的案例较少,但出现过,主要是长时间缺少润滑油引起的,当然还有其他零配件引起卡住,请注意观察)。每次下料机下裁时到磨损坏掉的位置就卡住;一般这类故障比较明显,当发现下料机下裁不到位时任然感觉到在加压,那么机械卡死的可能性很高。(机械部分故障一般肉眼都能看到)。
第三,加压阀损坏;加压阀损坏的案例很多,小编经常碰到,主要症状是裁断机下裁碰到刀模没有加压就回程了,所有动作都正常;碰到这类问题更换加压阀就能恢复正常。
下料机液压裁断机冲不断材料的原因:
首先,要确定是新机器买回来就冲不断还是用了一段时间后冲不断?
这一点非常重要,如果新买的机器就冲不断,证明机器压力不适用于这个产品,也就是压力不够。如果购买新机器能冲断使用一段时间后冲不断,则证明是机器压力变小了,原因可能是超压使用,漏油,液压元件损坏等原因。
第二,是某个区域冲不断还是最下面几层冲不断?
如故冲切时某个区域冲不断,表明机器上下工作台的平行度不够(机身变形了),机身变形较小时可在垫板下适当垫上一些纸片或塑胶薄片来抵消误差,变形较大的需找专业人士来调校,如变形太大需回厂维修。若最下面几层冲不断表明机器压力不够,刀模调节不准确或已到机器下极限。
第三,是一直冲不断还是偶尔冲不断?
一直冲不断的代表机器压力不够或有配件损坏,但若有时冲不断有时能冲断,代表机器压力不稳;此现象需在液压系统中添加稳压装置,维修较为麻烦。
液压裁断机下料机在裁切产品时正常裁切的边缘是非常光滑的,但出现一些问题后边缘毛边会越来越大,一些是工艺问题,一些是刀具和垫板的配合问题;今天我们就来总结一下液压裁断机裁切下料时产品边缘毛边变大的原因:
第一,产品材料太软,裁切垫板太软;
产品太软本来不会给裁切带来难度,但是太软的材料遇上裁切垫板过软,就会有裁切不透彻,毛边等现象。可以想象一下较软的垫板当材料收到刀模力道时没有足够的硬度来支撑刀模的冲切力,材料又怎么会干脆的被切断呢!一般较软的垫板都会出现裁切不透彻的情况,韧性较好材料甚至会有渗进垫板而没被裁切断的。
第二,机器压力不稳或不够;
机器压力不够或不稳时,无法保证足够的力道将刀模下压切断材料,若出现有时边缘光滑,有时边缘有毛边的情况时 ,大多是机器压力不够或不稳所造成的。
第三,刀模变钝或刀模选择错误;
刀模变钝的情况较多,其中有一部分是刀模选择不对,刀模变钝后裁切时不是切断,而是带着砸断的,边缘有毛边也是理所当然的。我们在发现产品边缘有毛边的时候,首先要弄清楚是一开始就是这样,还是慢慢出现的这种情况;若一开始就是这样,说明是刀模选择问题,垫板问题或是机器压力不够;若是以前可以而后慢慢出现边缘毛边,则说明是刀具变钝或机器压力下降的原因。
第四,总结;
我们建议像要求较高的吸塑类产品,PVC,PET,这类带脆性的材料可直接对钢板裁切(垫板裁切边缘光洁度不够),像布类,皮革,海绵等这类软的材料可以对PP垫板裁切,要求较高的可以对尼龙板裁切;不建议使用较软的塑料板。在刀模选择方面我们建议能用激光刀的尽量用激光刀(雕刻刀,蚀刻刀更好,但普通裁切中使用较少),普通钥刀的需要经常修复刀刃保持锋利,这样才能保证裁切出来的产品边缘是光滑的。
一起共同探讨裁断机下料机冲不断材料的原因:
首先,要确定是新机器买回来就冲不断还是用了一段时间后冲不断?
这一点非常重要,如果新买的全自动裁断机机器就冲不断,证明机器压力不适用于这个产品,也就是压力不够。如果购买新机器能冲断使用一段时间后冲不断,则证明是机器压力变小了,原因可能是超压使用,漏油,液压元件损坏等原因。
第二,是某个区域冲不断还是最下面几层冲不断?
如故冲切时某个区域冲不断,表明机器上下工作台的平行度不够(机身变形了),机身变形较小时可在垫板下适当垫上一些纸片或塑胶薄片来抵消误差,变形较大的需找专业人士来调校,如变形太大需回厂维修。若最下面几层冲不断表明机器压力不够,刀模调节不准确或已到机器下极限。
第三,是一直冲不断还是偶尔冲不断?
一直冲不断的代表机器压力不够或有配件损坏,但若有时冲不断有时能冲断,代表机器压力不稳;此现象需在液压系统中添加稳压装置,维修较为麻烦。
以上几种为最常见的下料机冲不断材料的原因.
我们在使用全自动裁断机下料机过程会碰到下不到位的故障(有的快到底部,有的停在中间一半的位置)。那么下料机下不到位是哪里的问题呢?
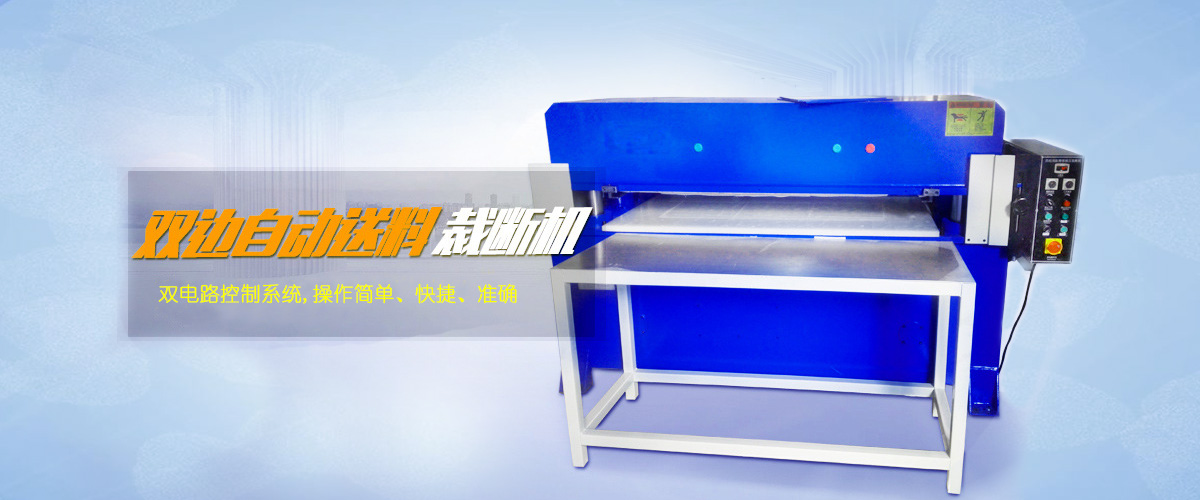
下料机
第一,下限开关损坏或线路松动破损;下限开关也是裁切位置开关,当开关损坏或接触不好时(包含线路),下料机在下裁过程中,前段接触着可以下裁,但等下降到一半位置时突然接触不良切断供电,下料机就停在中间位置(有的返回到顶部,每个厂家的电路原理不一样)。每次冲切到一半位置自动返回,找不出任何元器件问题,最后发现是控制下限的线路破损(也就是是断非断的那种)真叫人啼笑皆非。处理好线路后一切正常。
第二,机械部分卡死;机械部分卡死的案例较少,但出现过,主要是长时间缺少润滑油引起的,当然还有其他零配件引起卡住,请注意观察)。每次下料机下裁时到磨损坏掉的位置就卡住;一般这类故障比较明显,当发现下料机下裁不到位时任然感觉到在加压,那么机械卡死的可能性很高。(机械部分故障一般肉眼都能看到)。
第三,加压阀损坏;加压阀损坏的案例很多,小编经常碰到,主要症状是裁断机下裁碰到刀模没有加压就回程了,所有动作都正常;碰到这类问题更换加压阀就能恢复正常。 裁断机高强度抗变形与良好弯曲性相结合:模具厂家所寻求的RDS机械性能恰好与模具用户相反,制模厂要求强弯折性的钢材,而用户要求抗变形。两项需求虽然不可能同时得到完全满足,但钢材的显微结构可为两者优化。
裁断机裁刀设定时,一定要先放松设定手轮,使设定杆接触到裁断点控制开关否则裁刀设定开关转至ON时,无法产生设定的动作。更换新裁刀,如高度不一样时,请依设定方法,重新设定。工作时裁刀尽量置于上压板之中央位置,以免造成机械之单边磨损,影响其寿命。正常磨损阶段裁断机的刀具表面经初期磨损,峰点其本被磨平,表面的压强趋于匀衡,刀具的磨损量VB随时间的延长而均匀地增加。该阶段的磨损曲线基本上是线性的,其斜率代表磨损强度,是比较刀具性能的一个重要指标。
裁断机绿色制造的技术与发展趋势
(1)现代设计技术。裁断机绿色制造的关键是绿色设计,因此现代没计技术将是绿色制造的主要相关技术。
(2)先进制造工艺与设备。先进制造工艺与设备是绿色制造系统的装备与工艺基础,是实现优质、高效、低耗、清洁生产的基础,是保证产品质量和市场竞争的基础,是绿色制造的重要文校。
(3)环境工程技术。绿色制造的目的是最有效地利用资源和最低限度地产生废弃物,从根本上减少对环境的负面影响,因此,环境工程技术将是绿色制造领域重要的支承技术。
(4)环境技术标准及资源利用政策法规。随着制造生产向网络化、集成化、智能化方向发展,绿色制造的环境技术标准及资源利用政策法规工作己显得越来越重要。绿色制造涉及的政府行为首先是立法和行政规定问题,其次是政府可制定经济政策,用巾场经济的机制对绿色制造实施导向。
1.裁断机制造硬件的研究
网络制造的发展在很大程度上依赖裁断机于硬件技术的发展,它不仅依赖于计算机设备,而且也和制造装备相关的制造硬件的发展密切相父,主要包括制造装备、围绕制造装备的相关监控与检测装置、讨算机与网络设备、所形成的制造执行系统等。这些因素是实施网络制造的硬件基础,决定着网络制造的应用层次。近年来,网络数控的研究已经成为学术界及企业界的研究热点之一。
2.裁断机智能技术的运用
智能化网络制造为企业提供智能化公共信息服务,包括基础数据、基本的公共信息、信息自动采集、分类与匹配等服务,其主要内容包括智能化制造网络平台、智能公共信息服务系统、智能化企业数据与资源管理系统、分柯式智能协商(冲突消除)处朋系统、生卢管理知识表示与知识获取技术、智能化企业组织与管理模型、基于多智能主体的群体决策支持系统、基于智能优化方法的企业管理储息系统、智能化外产车间的组织形式坷体系结构、智能化车间生产过程重组与配置技术等。