



电 话:0769-28827413
公司网站:www.caiduanji.cc
地 址:东莞市中堂镇三涌村北王路三涌段2号A栋
|
|
一个裁断机具体的测量过程往往同时具有多种测量方法的特征
一个裁断机具体的测量过程往往同时具有多种测量方法的特征。例如,光电测距仪属于非接触测量、绝对测量和直接测员。测量方法的选择一般应考虑被测对象的结构特点、精度要求、生产批量、技术条件和测量成本等因素。
裁断机精度特征指标和测量时所处状态
(1)裁断机示值误差。尔值误差是指计量器具上的水值与被测量真值之差。尔值误差是测量仪
器本身扦种误差的综合反映。示值误差是计量器具的精度指标,一般地,示值误差越小,精度就越高.因此,在仪器示恢范阂内各点的示使误差不同。一般可用适当精度的量块或其他计量椰被器具来枪定测旦船只的示值误差。各种仪器的示值误差可从使用说明书或检定冲获得。
(2)裁断机修止值(校止值)。为门口除计量器具的测量误整.提高测量精度,常常用代数法从测量纳果巾减去计量器兄的测旦误差。负的计量器具的测量误差就是误差的修正值。
(3)裁断机尔值变动量。尔值变动量是指在测量条件不变的情况下.对同一被测量进行多次(一般为i—Io次)重复测量,其示值变动的最大范围。示值变动的范围越小,测量器具的精度就赖高。
(1)裁断机静态测量。它是指测量时被测零件表面与测量器具测头处于静止状态。例如,用外行干分尺测量轴径、用齿颁仪测量齿轮齿距等。静态测量钉时也指在测量过程中被测量可看做是固定不变的。
(2)精密四柱油压裁断机动态测量。它是指测量时被测零件表面与测量器具洲头处于相对运动状态,或测量过程是模拟零件在工作或加工时的运动状态,它能反映生产过程中被测参数的变化过程。例如.用电动轮廓仪测量表面粗糙度、用激光比长仪测量精密线纹尺等。动态测量有时也指被测量在测量期间随时间(或其他影响因素)而发生变化。
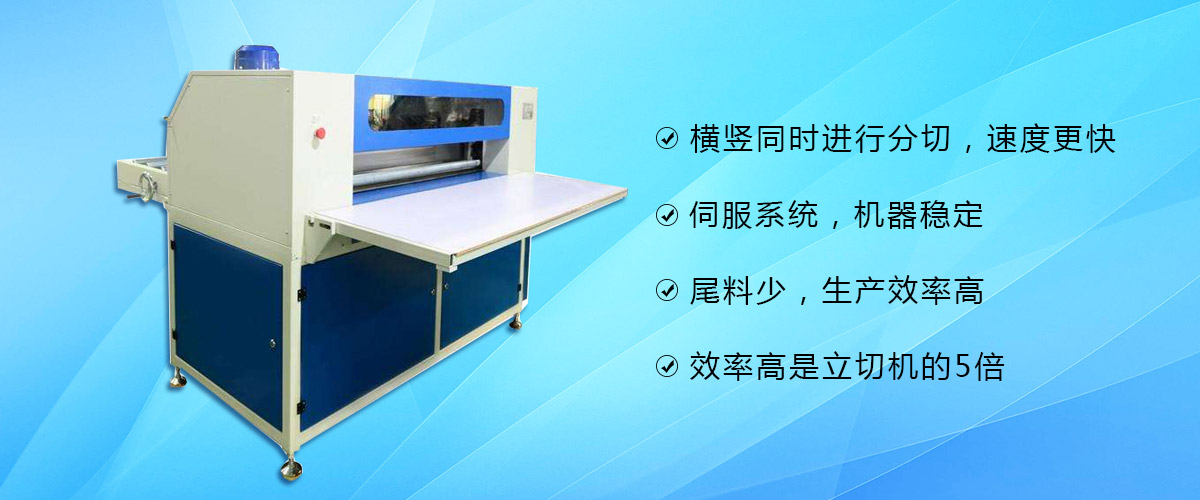
裁断机在裁切时,为了有效切断材料防止刀模损伤,都会在朝刀模刀口方向置一块非金属垫板。目的是为了能够更好地切断材料,有效保护刀模 延长刀模使用寿面,同时还能防止机器金属直接与金属撞击产生的震动影响机器使用。
但近几年好多行业对产品质量要求越来越高,比如:电子行业,外贸出口等所需的吸塑产品,对其产品质量要求较高。其产品裁切后边缘要求光滑,无毛边。这也就出现了裁断机裁切材料直接用刀模对钢板裁切的情况。刀模直接对钢板裁切使做出来的产品效果很好,其边缘光滑无毛边,大大提高了产品质量。但在追求产品质量的同时也给裁断机提出了更苛刻的条件。目前市场大多数机器 按严格条件来讲都达不到上诉要求,为什么?
我们来了解一下:做的较好的裁断机厂家 一般机器机械部分精度会控制在0.1mm之内,小的厂家会超过0.2mm 加上液压系统反应时间和深度调节时间继电器反应时间差,其实际精度会大于上诉值。要正真能达到要求的话,机器使用时重复裁切精度不能超过0.05mm。
那为什么还有好多厂家还一直在用着,也能正常裁切呢?其实你用心观察就会发现,大都数厂家都在刀模背面或裁切钢板背面加垫了一块厚木板,木板是有压缩性的,机器大多数的误差被木板的弹性抵消掉了,尽管这样还有好多,刀模被打坏,时常切不断等情况发生,非常影响生产效率。
裁断机厂家提醒广大用户三点:
一:加厚刀模背面或裁切钢板背面木板的厚度;
二:钢板尽量不要选硬度太硬的正常不锈钢材料即可;
三:尽量不要选时间控制,选用位置控制会得到更好的裁切效果;
在工业生产中,裁断机用途非常广泛。其功能主要是利用成型刀模,通过冲裁动作而获得人们所需的片材或半成品。
适用于加工各类皮革、布料、纺织物、塑胶、橡胶、纸板、毛毡、石棉、玻璃纤维、软木、其它合成材料等柔性片状物料。
广泛应用于:皮革加工业、制鞋业、皮具业、手袋业、成衣业、手套业、制帽业、玩具业、文具业、吸塑业、珍珠绵业、海绵业、地毯业、塑胶业、丝花业、工艺品业、吊饰业、绣花业、纸品业、拼图及模型业、运动器材业、电子业、汽车工业等其它轻工产业。
1、按照传动形式分:
A、机械传动裁断机:是比较老型的机器。
B、液压传动裁断机:是现代比较通用的裁断机。
C、全自动滚压式裁断机:用三文治的方法进行加工整张皮料或者纺织品等。
D、电脑控制水束裁断机:是现代比较先进的裁断机,无须使用刀模,根据输入程序进行裁断。冲切源为高压水束发生器。
E、电脑控制超声波裁断机:控制形式与水束裁断机相似,冲切源为超声波发生器。
2.按照结构方式分:
A、摇臂式裁断机:冲切部件为可以摆动的摇臂,适合于皮革、天然材料及人造革等非金属材料的冲切。
B、龙门式裁断机:冲切部件为可以沿着横梁左右移动的冲切头,刀模可以固定在冲切头上,也可以放在被加工物上。大型、电脑控制的龙门裁断机冲头上安装着可以旋转的刀模架,可以根据程序排版,选择相应的刀具;当然相应需配备自动送料机构。小型摇臂裁断机C、平板式裁断机:它与龙门式裁断机的区别在于横梁直接进行冲切,没有可以移动的冲切头。平板裁断机又分为:横梁固定或横梁可前后移动及工作台滑板可前后移动的两大类。
D、精密四柱油压裁断机:双油缸,四立柱自动平衡连杆结构。
3、按照加工部件用途分:
A、专用裁断机:适合于泡罩加工的吸塑裁断机。
B、卧式裁断机:适合于加工轮胎材料。
裁断机数控加工的定位有哪些基准
在精密四柱油压裁断机数控加工的工艺分析中陀注意工件定位基推的选择和安装等问题。应注意以下问题:
(1)遵循基准统一原则,选用统一的定位基准加工各表回,既保证厂各面的位置精度,又避免减少了因重复装夹造成的定位误差。
(2)力求设计基准、工艺基准与编程计算基难的同一性。
(3)必要时在工件轮廓上设置工艺基准,在加工完成后除去。
(4)一般应选择已加工面作为数控加工的定位基准。
对拟订的数控加工对象进行工艺分析与审查,一般是在零件与毛坯图设计以历进行的,所以会遇到很多问题。特别是将原来在普通机床rAu工的零件改在数控机床上加工,会遇到更多的麻烦。裁断机因为产品已定型,为适应数控加工,零件图和毛坯图必须作较大的更改,而这不仅仅是工艺部门的事情。因此,工艺编程人员要和产品设计人员密切合作,尽量在产品零件尚未定型之前进行工艺审查,充分考虑数控加工的工艺特点,使零件图纸的标注、基很、结构等适应数控加工的要求,在不影响零件使用功能的前提下,使零件的设计更多地满足数控加工工艺要求。
数控钮铣削的加工包括平面的铣削加工、二维轮廓的铣削加工、平面型腔的铣削加工、钻孔加工、壁孔加工、箱体类零件的加工以及三维复杂型面的铣削加工。这些加工一般在数控锤铣床和铤铣加工中心上进行,其中具有复杂曲线轮廓的外形铣削、复杂型腔铣削和三维复杂型面的铣削加工必须采用计算机辅助数控编程,而其他加工可以采用手工编程,也HJ以采用图形编程和计算机辅助数控编程。
裁断机数控幢铣削加工中常见的工艺问题主要有以下方面。
1.工件坐标系的确定及程序原,失的设定
工件坐标系采用与机床运动坐标系一致的坐标方向,工件坐标系的原点(即程序原点)要选择便于测量或对刀的基准位置,同时要便于编程计算。
2.安全高度的确定
对于裁断机铣削加工,起刀点和退刀点必须离开加工零件上表面一个安全高度,保证刀具在停止状态时,不利n工零件和夹具发生碰撞。在安全高度位置时刀具中心(或刀尖)所在的平面称为安全面。
精密四柱油压裁断机零件具有较好的结构工艺性是指在一定的生产条件下,能方便而经济地生产出来,并便于装配成机器这一特性。故零件的结构工艺性应从毛坯的制造、机械加工、装配等几个生产环节综合加以考虑。
零件结构设计首先应满足使用要求,这是设计、制造零件的根本目的,是考虑零件结构工艺性的前提,除要求零件的使用性能外,还要从工艺、经济、检修、维护等要求出发,保证所设计的零件用料最少,成本最低,制造、装配最容易,使用、检修、维护等方面最为方便。
在精密四柱油压裁断机零件的整个制造过程中,切削加工过程所消耗的工时和谈用最多,因此切削加工对零件的结构工艺性要求就显得特别重要。为了使零件在切削加工过程中具有良好的工艺性,对裁断机零件结构设计除满足使用要求外,提出以下要求:
(1)合理地选择零件的精度和表面租糙度。不需要加工的表面或要求不高的表面,不要设计成加工面或高精度加工表面。
(2)应能定位准确,央紧可靠,便于安装和加工,易于测量。有相互位置精度要求的表面,最好能在一次安装中加工,以保证质量。
(3)零件结构尺寸应标准化和规范化,便于使用标难刀具和通用量具,以减少专用刀具、量具的设计与制造。
(4)加工表面的几何形状应尽量简单,尽可能布局在同一轴线或同一平面上,以便于加工,提高生产率。
裁断机并行工程是一种系统化、集成化的产品开发模式,其核心方法就是建立人员集成的产品开发团队和产品开发过程重构。
(1)人员集成的产品开发团队(IPT)。IPT打破了传统的以功能部门划分组织人员的产
品开发模式,其成员来自不同的功能部门,他们代表产品今寿命周期的各个环节、在产品开发过程中作出决策,并对产品的整个开发过程负责。一胶认为,IPT包括产品设计人员、产品经理、制造工程师、材料专家、装配工程帅、质量保证/控制专家、供应商代表以及其他的辅助人员等。
(2)裁断机产品开发过程重构。所谓产品开发过程重构是指裁断机并行工程从产品的全局优化角度出发,对集成过程进行行效管理和控制,并且对已有的产品开发过程进行小断的改进与提高,由于IPT打破了传统的功能部门的界限,因此,产品开发过程之间也没有了严格的界限,这使得产品开发过程中的话动具有高度的随机性。
(3)产品数据交换技术(STEP)。CE产品开发过程的实现依靠的是各种计算机辅助工具,由于不同企业往往应用的是不同的计算机辅助设计平台,相互之间很难实现产品数据信息的交换,因此,有必要建立一个统“‘的、支持不同应用系统的产品信息和交换标准,即产品数据描述和交换规范,这使得STEP技术应运顺生。