



电 话:0769-28827413
公司网站:www.caiduanji.cc
地 址:东莞市中堂镇三涌村北王路三涌段2号A栋
|
|
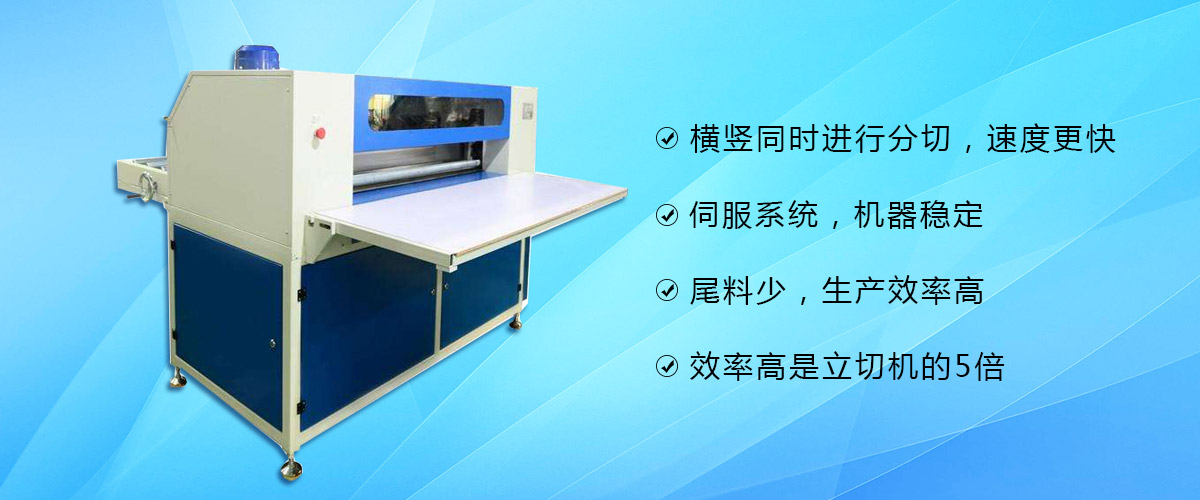
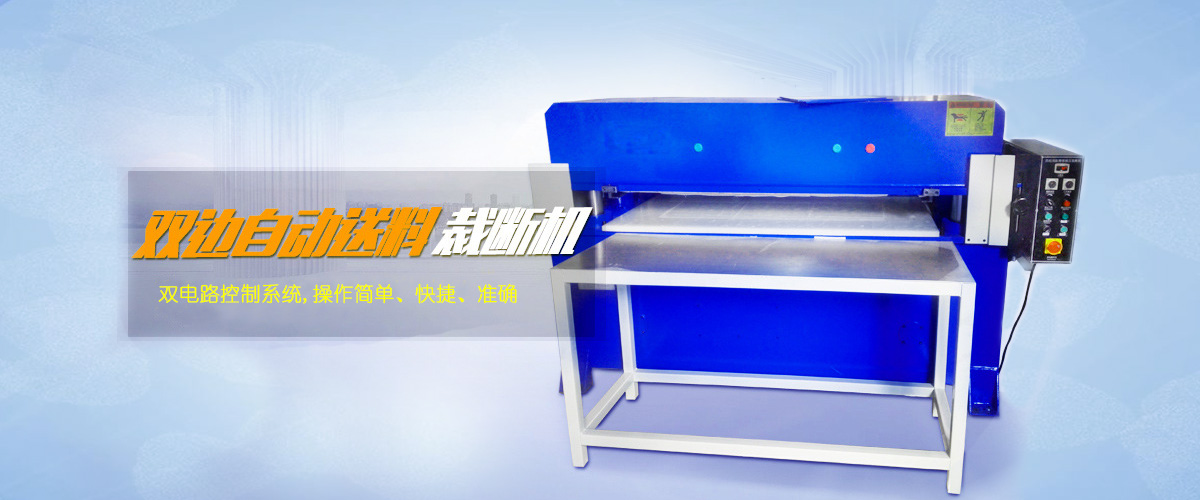
裁断机变频调速器如何维修及测试
裁断机变频调速器作为一种高效节能的电机调速装置,因其较高的性能价格比,在工厂得到了越来越广泛的应用。维护、维修、测试变频调速器的工作变得日趋重要,因而使变频调速器维修测试平台成为应用领域不可缺少的设备。莱钢自动化部于2002年设计、组建了变频调速器维修测试平台。变频调速器维修测试平台主要由两部分组成,维修部分和测试部分。
2 变频调速器维修部分的组成
与强电相关的器件、大功率器件,电源部分以及相应的驱动部分电路损坏频率较高,当然在以后的维修过程中会出现各种各样的故障现象,表现与其相应的电子电路有关。电子设备的维修过程就是寻找相应故障点的过程。在维修过程中,我们还是应该坚持以人为主,设备为辅的原则,充分发挥人的主观能动性,降低维修成本,从故障现象入手,分析电路原理、时序关系、工作过程,找出各种可能存在的故障点,然后借助一些维修检测设备,确定故障点,确定故障元器件,(包括定性与定量指标),然后寻找相应的器件进行替换,使设备恢复其固有的性能指标。
维修过程包括以下几个方面:
第一步,询问用户变频器的故障现象,包括故障发生前后外部环境的变化。例如,电源的异常波动、负载的变化。
第二步,根据用户的故障描述,分析可能造成此类故障的原因。
第三步,打开被维修的设备,确认被损坏的程序,分析维修恢复的可行性。
第四步,根据被损坏器件的工作位置,通过阅读电路,分析电路工作原理,从中找出损坏器件的原因,以及一些相关的电子电路。
第五步,寻找相关的器件进行替换。
第六步,在确定所有可能造成故障,所有原因都排除的情况下,通电进行实验,在做这一步的时候,一般要求所有的外部条件都具备,并且不会引起故障的进一步扩大化。
第七步,在设备工作正常的情况下,就可以进入下一个程序,系统测试。
2.1 维修平台
(1) 逻辑分析仪:逻辑分析仪具有多个输入通道,反映被测信号电平的逻辑状态和相应时间,即被测点的二进制编码,逻辑分析仪可同时对逻辑电平信号,数据总线信号,地址总线信号,芯片的输入输出等多路数字信号的逻辑关系进行测试和比较,利用测试仪器本身的瞬态定时测试功能,来捕捉窄脉冲的干扰和测试点前后的波形,逻辑分析仪特别适合对数字逻辑电路进行测试和分析。
(2) 模拟示波器:示波器是用来“冻结”一个模拟信号或随时间变化信号的有效工具,可根据显示屏上的静态波形分析其特性,并根据荧光屏上的方格和选用档次来测量其参数值,通过使用示波器,可以把被测信号十分真实、直观的反映在荧屏上,便于维修人员对被测信号进行定量和定性的分析。
(3) 晶体管图示仪:用途:测试选配大功率管,维修大功率电源,UPS等。
附件1:集成电路电压传输特性测试台用途:测试选配数字电路,维修各种数字智能仪表;附件2:场效应管配对测试台,用途:选配场效应管;附件3:0-3KV高压测试台。
(4) 图示仪:测试GTR模块等。
(5) 线性集成电路智能参数分析仪:选配测试运放等线性电路,维修称重仪表,信号处理板。
(6) 台式数字电桥:测试精密R、C、L,维修精密仪器,通讯装置等。
(7) 通用编程器:修改拷贝各种程序存储器、维修计算机、智能仪器仪表以及智能仪器仪表数据的备份。
(8) 集成电路测试仪:测试各类数字集成电路,主要参数:带RS232接口及编程解密软件。
(9) 智能校验信号发生器:校验测量仪表等, 日本白光。
3 变频调速器测试部分的组成
测试部分的功能是对已维修完成的变频调速器性能测试。通过考察与交流,裁断机测试变频器的最佳负载还是交流电机。
裁断机机械加工技术要求
1.零件去除氧化皮。
2.零件加工表面上,不应有划痕、擦伤等损伤零件表面的缺陷。
3.去除毛刺飞边。
4.经调质处理,HRC28~32。
5.零件进行高频淬火,350~370℃回火,HRC40~45。
6.渗碳深度0.3mm。
7.进行高温时效处理。
8.未注形状公差应符合GB1184-80的要求。
9.未注长度尺寸允许偏差±0.5mm。
10.铸件公差带对称于毛坯铸件基本尺寸配置。
11.未注圆角半径R5。
12.未注倒角均为2×45°。
13.锐角倒钝。
14.各密封件装配前必须浸透油。
15.装配滚动轴承允许采用机油加热进行热装,油的温度不得超过100℃。
20.齿轮装配后,齿面的接触斑点和侧隙应符合GB10095和GB11365的规定。
21.装配液压系统时允许使用密封填料或密封胶,但应防止进入系统中。
22.进入装配的零件及部件(包括外购件、外协件),均必须具有检验部门的合格证方能进行装配。
23.零件在装配前必须清理和清洗干净,不得有毛刺、飞边、氧化皮、锈蚀、切屑、油污、着色剂和灰尘等。
24.装配前应对零、部件的主要配合尺寸,特别是过盈配合尺寸及相关精度进行复查。
25.装配过程中零件不允许磕、碰、划伤和锈蚀。
26.螺钉、螺栓和螺母紧固时,严禁打击或使用不合适的旋具和扳手。紧固后螺钉槽、螺母和螺钉、螺栓头部不得损坏。
27.规定拧紧力矩要求的紧固件,必须采用力矩扳手,并按规定的拧紧力矩紧固。
28.同一零件用多件螺钉(螺栓)紧固时,各螺钉(螺栓)需交叉、对称、逐步、均匀拧紧。
29.圆锥销装配时应与孔应进行涂色检查,其接触率不应小于配合长度的60%,并应均匀分布。
30.平键与轴上键槽两侧面应均匀接触,其配合面不得有间隙。
31.花键装配同时接触的齿面数不少于2/3,接触率在键齿的长度和高度方向不得低于50%。
32.滑动配合的平键(或花键)装配后,相配件移动自如,不得有松紧不均现象。
33.粘接后应清除流出的多余粘接剂。
34.轴承外圈与开式轴承座及轴承盖的半圆孔不准有卡住现象。
35.轴承外圈与开式轴承座及轴承盖的半圆孔应接触良好,用涂色检查时,与轴承座在对称于中心线120°、与轴承盖在对称于中心线90°的范围内应均匀接触。在上述范围内用塞尺检查时,0.03mm的塞尺不得塞入外圈宽度的1/3。
36.轴承外圈装配后与定位端轴承盖端面应接触均匀。
37.滚动轴承装好后用手转动应灵活、平稳。
38.上下轴瓦的结合面要紧密贴和,用0.05mm塞尺检查不入。
39.用定位销固定轴瓦时,应在保证瓦口面和端面与相关轴承孔的开合面和端面包持平齐状态下钻铰、配销。销打入后不得松动。
40.球面轴承的轴承体与轴承座应均匀接触,用涂色法检查,其接触不应小于70%。
41.合金轴承衬表面成黄色时不准使用,在规定的接触角内不准有离核现象,在接触角外的离核面积不得大于非接触区总面积的10%。